1. G73 (ciklus lomljenja strugotine) obično se koristi za obradu rupa dubljih od 3 puta većeg promjera svrdla, ali ne prekoračujući efektivnu duljinu oštrice svrdla. 2. G81 (ciklus plitkih rupa) obično se koristi za bušenje središnjih rupa, skošenje rupa i rupa koje ne prelaze 3 puta veći promjer svrdla. S pojavom alata za unutarnje hlađenje, kako bi se poboljšala učinkovitost obrade, ovaj ciklus će također biti odabran za bušenje. 3. G83 (ciklus dubokih rupa) obično se koristi za obradu dubokih rupa.
Kada je stroj opremljen središnjim hlađenjem vretena (izlaz vode)
Kada alat također podržava središnje hlađenje (izlaz vode)
Odabir G81 za obradu rupa je najbolji izbor
Visokotlačna rashladna tekućina ne samo da će odvesti toplinu koja se stvara tijekom bušenja, već će i pravodobnije podmazati oštricu. Visoki tlak također će izravno razbiti strugotinu svrdla. Stvoreni mali strugotini također će biti ispušteni iz rupe na vrijeme s protokom vode pod visokim pritiskom, izbjegavajući trošenje alata i degradaciju kvalitete obrađene rupe uzrokovanu sekundarnim rezanjem. Budući da nema problema s hlađenjem, podmazivanjem i uklanjanjem strugotine, to je najsigurnije i najučinkovitije rješenje među tri ciklusa bušenja.
Xinfa CNC alati imaju karakteristike dobre kvalitete i niske cijene. Za detalje posjetite:Proizvođači CNC alata - kineska tvornica i dobavljači CNC alata (xinfatools.com)
Materijal za obradu je teško lomljiv, ali ostali radni uvjeti su dobri
Kada nema središnjeg hlađenja vretena (izlaz vode)
Korištenje G73 je dobar izbor
Ovaj ciklus će postići lomljenje strugotine kroz kratku pauzu ili malu udaljenost povlačenja, ali svrdlo mora imati dobru sposobnost uklanjanja strugotine. Glatkiji utor za strugotinu omogućit će brže izbacivanje strugotine kako bi se izbjeglo zaplitanje s strugotinom prilikom sljedećeg bušenja, čime se uništava kvaliteta rupe. Korištenje komprimiranog zraka kao pomoćnog sredstva za uklanjanje strugotine također je dobar izbor.
Ako su radni uvjeti nestabilni
Korištenje G83 je najsigurniji izbor
Obrada dubokih rupa uzrokovat će prebrzo trošenje oštrice svrdla jer se ne može na vrijeme ohladiti i podmazati. Opilke u rupi također će biti teško isprazniti na vrijeme zbog dubine. Ako strugotine u utoru za strugotine blokiraju rashladnu tekućinu, to ne samo da će uvelike smanjiti vijek trajanja alata, već će strugotine također učiniti grublju unutarnju stijenku obrađene rupe zbog sekundarnog rezanja, što dodatno uzrokuje začarani krug.
Ako se alat podigne na referentnu visinu -R nakon bušenja na kratkoj udaljenosti -Q, možda će biti prikladniji za obradu blizu dna rupe, ali će trebati puno vremena za obradu prve polovice rupe, što uzrokuje nepotrebno rasipanje.
Postoji li optimiziranija metoda?
Ovdje su dva načina za korištenje G83 ciklusa dubokih rupa
1: G83 X_ Y_ Z_ R_ Q_ F_
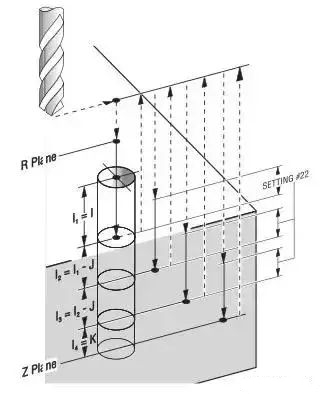
2:G83 X_ Y_ Z_ I_ J_ K_ R_ F_
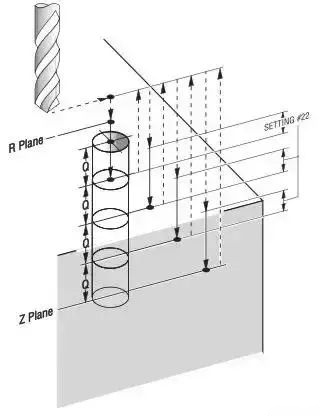
Kod prve metode Q vrijednost je konstantna vrijednost, što znači da se od vrha do dna rupe svaki put koristi ista dubina za obradu. Zbog potrebe za sigurnošću obrade, obično se odabire najmanja vrijednost, što ujedno znači i najmanji stupanj skidanja metala, a mnogo vremena obrade gubi se nevidljivo.
U drugoj metodi, dubina svakog rezanja je predstavljena s I, J i K redom:
Kada su radni uvjeti na vrhu rupe dobri, možemo postaviti veću I vrijednost za poboljšanje učinkovitosti obrade;
Kada je radno stanje u sredini otvora za obradu prosječno, koristimo postupno smanjenu J vrijednost kako bismo osigurali sigurnost i učinkovitost; kada je radno stanje na dnu rupe za obradu loše, postavljamo vrijednost K kako bismo osigurali sigurnost obrade.
U stvarnoj upotrebi, druga metoda može povećati vašu učinkovitost bušenja za 50% i koštati nula!
Vrijeme objave: 22. srpnja 2024


