Što je trohoidno glodanje
Čelna glodala se uglavnom koriste za obradu ravnina, utora i složenih površina. Za razliku od tokarenja, kod obrade utora i složenih površina ovih dijelova vrlo je važan dizajn putanje i izbor glodanja. Kao i kod opće metode glodanja utora, kut kontakta luka simultane obrade može doseći najviše 180°, uvjeti odvođenja topline su loši, a temperatura naglo raste tijekom obrade. Međutim, ako se putanja rezanja promijeni tako da se glodalo okreće s jedne strane, a okreće s druge, kontaktni kut i količina rezanja po okretaju se smanjuju, sila rezanja i temperatura rezanja se smanjuju, a vijek trajanja alata se produljuje . Stoga se rezanje može nastaviti dugo vremena, kao što se (slika 1) naziva trohoidno glodanje.
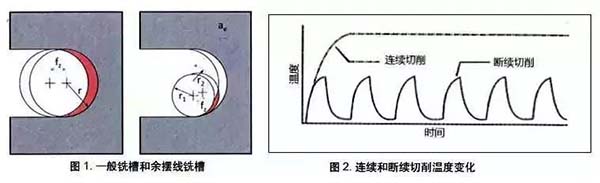
Prednost mu je što smanjuje težinu rezanja i osigurava kvalitetu obrade. Razuman odabir parametara rezanja može poboljšati učinkovitost i smanjiti troškove, posebno pri obradi materijala koji se teško obrađuju, kao što su legure otporne na toplinu i visoko tvrdi materijali, može značajno odigrati svoju ulogu i ima veliki razvojni potencijal, koji može biti razlog zašto industrija sve više obraća pažnju i odabire metodu trohoidnog glodanja.
 Tehničke prednosti
Tehničke prednosti
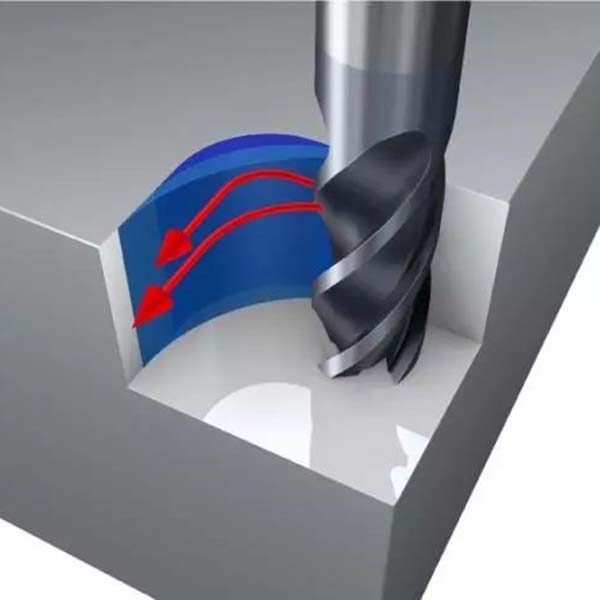
Cikloida se također naziva trohoida i produžena epicikloida, odnosno putanja točke izvan ili unutar pokretne kružnice kada pokretna kružnica produžuje određenu ravnu liniju za kotrljanje bez klizanja. Također se može nazvati dugom (kratkom) cikloidom. Trohoidna obrada je korištenje čeonog glodala promjera manjeg od širine utora za obradu polulučnog utora u mali dio luka na njegovoj strani. Može obraditi razne utore i površinske šupljine. Na taj način, u teoriji, čelno glodalo može obraditi utore i profile bilo koje veličine veće od njega, a također može jednostavno obraditi niz proizvoda.
S razvojem i primjenom tehnologije računalnog numeričkog upravljanja, upravljiva putanja glodanja, optimizacija parametara rezanja i višestrani potencijal trohoidnog glodanja sve se više koriste i stavljaju u igru. Razmatraju ga i cijene ga industrije obrade dijelova poput zrakoplovstva, transportne opreme i proizvodnje alata i kalupa. Osobito u zrakoplovnoj industriji, često korišteni dijelovi od legure titana i legure na bazi nikla otporne na toplinu imaju mnoge karakteristike teške obrade, uključujući:
Visoka toplinska čvrstoća i tvrdoća otežavaju podnošenje ili čak deformaciju alata za rezanje;
Visoka čvrstoća na smicanje čini oštricu laku za oštećenje;
Niska toplinska vodljivost otežava izvoz velike topline u područje rezanja, gdje temperatura često prelazi 1000ºC, što pogoršava trošenje alata;
Tijekom obrade, materijal je često zavaren na oštricu, što rezultira izgrađenim rubom. Loša kvaliteta obrađene površine;
Fenomen otvrdnjavanja toplinski otpornih legura na bazi nikla s austenitnom matricom je ozbiljan;
Karbidi u mikrostrukturi legura otpornih na toplinu na bazi nikla uzrokovat će abrazivno trošenje alata;
Legure titana imaju visoku kemijsku aktivnost, a kemijske reakcije također mogu pogoršati štetu i tako dalje.
Ove poteškoće mogu se kontinuirano i glatko obrađivati uz pomoć tehnologije trohoidnog glodanja.
Zbog kontinuirane optimizacije materijala alata, premaza, geometrijskih oblika i struktura, brzog napretka inteligentnih sustava upravljanja, tehnologija programiranja i brzih, visokoučinkovitih višenamjenskih alatnih strojeva, velike brzine (HSC) i visoke učinkovitosti (HPC) rezanje je također doseglo razinu. nove visine. Obrada velikom brzinom uglavnom razmatra poboljšanje brzine. Visokoučinkovita strojna obrada ne bi trebala uzeti u obzir samo poboljšanje brzine rezanja, već također uzeti u obzir smanjenje pomoćnog vremena, racionalno konfigurirati različite parametre rezanja i staze rezanja, te izvesti složenu strojnu obradu kako bi se smanjili procesi, poboljšala stopa uklanjanja metala po jedinici vremena i u isto vrijeme produžite vijek trajanja alata i smanjite troškove, uzmite u obzir zaštitu okoliša.
tehnološka perspektiva
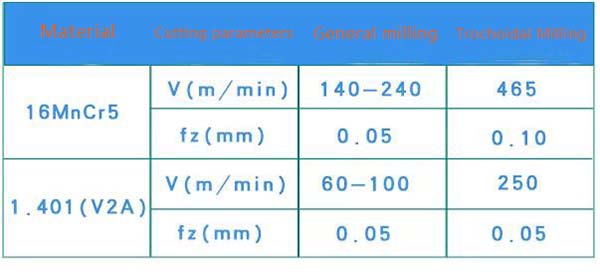
Prema podacima o primjeni trohoidnog glodanja u zrakoplovnim motorima (kao što je prikazano u donjoj tablici), pri obradi titanijske legure Ti6242, trošak reznih alata po jedinici volumena može se smanjiti za gotovo 50%. Radni sati mogu se smanjiti za 63%, ukupna potražnja za alatima može se smanjiti za 72%, a troškovi alata mogu se smanjiti za 61%. Radni sati za obradu X17CrNi16-2 mogu se smanjiti za oko 70%. Zahvaljujući tim dobrim iskustvima i postignućima, napredna metoda trohoidnog glodanja primjenjuje se na sve više područja, a također je dobila pozornost i počela se primjenjivati u nekim područjima mikroprecizne strojne obrade.
Vrijeme objave: 22. veljače 2023


